|
NP - Self Clinching Fasteners - Floating Clinch Nuts
|
|
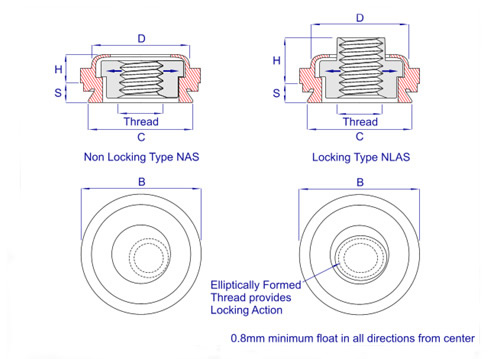
 Floating Self Clinching Nuts provide a strong reusable female thread in panels that are too thin to be conventionally tapped. The floating action of this fastener allows for up to 0.8mm adjustment for mating hole misalignment.
Floating Self Clinching Nuts provide a strong reusable female thread in panels that are too thin to be conventionally tapped. The floating action of this fastener allows for up to 0.8mm adjustment for mating hole misalignment.
Utilising a special proven clinch feature, they have excellent torque out and push out characteristics whilst installing flush on the underside of the panel.
Like all self clinching fasteners they are installed using a parallel squeezing action so require access to both sides of the panel.
Available in Locking and Non-Locking variant in both Steel and Stainless Steel in thread sizes M3 - M5.
|
|
 |
|
Thread
& Pitch |
Material
Code |
Minimum
Sheet
Thickness |
S
Max |
C
Max |
D
Max |
B
± 0.4 |
H Max |
H Max |
Hole Size
in Panel
+ 0.08 - 0.0 |
Min C/L to
edge of panel |
Non
Locking |
Locking |
M3 x 0.5 |
1 |
1.0 |
0.97 |
7.35 |
7.37 |
9.14 |
3.31 |
4.85 |
7.37 |
7.62 |
2 |
1.4 |
1.38 |
M4 x 0.7 |
1 |
1.0 |
0.97 |
9.33 |
9.28 |
11.18 |
3.31 |
5.34 |
9.35 |
8.64 |
2 |
1.4 |
1.38 |
M5 x 0.8 |
1 |
1.0 |
0.97 |
10.29 |
10.29 |
11.94 |
4.32 |
6.86 |
10.31 |
9.14 |
2 |
1.4 |
1.38 |
M6 x 1.0 |
2 |
1.4 |
1.38 |
3.06 |
12.96 |
15.24 |
5.34 |
7.88 |
13.10 |
10.67 |
|
Materials |
Finishes |
|
Carbon Steel
300 Series Stainless Steel (A2) |
Bright Zinc / Clear Passivate (ZI) |
|
Maximum hardness of parent material : Steel and Stainless Steel parts - 70HRB. Please note that Stainless Steel parts cannot usually be successfully installed into Stainless Steel Sheet. (See Self Clinch technical notes page for further details) |
Part Number Examples
|
|
Type | Thread | Material Code | Finish
i.e. : NAS-M3-1-ZI
(Floating Clinch Nut-M3-1mm Min Sheet-Steel-BZP)
i.e. : NLAS-M4-2-A2
(Locking Floating Clinch Nut-M4-1.4mm Min-Sheet-Stainless)
|
|
|
|
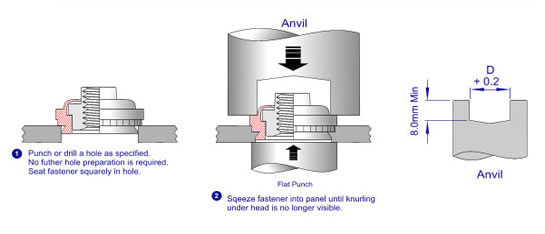
Installation Guide
|
|
 |
Thread Size |
D Max Dim
Add 0.2mm |
M3 |
7.4 |
M4 |
9.3 |
First punch or drill the correct size hole. DO NOT deburr the hole prior to installation as this will remove material required during the clinching process. It is preferable to install the fastener from the side of the panel with the burring or blow through.
Place the fastener in the hole like in the diagram above making sure the part is seated squarely.
Apply a parallel squeezing force until the head is seated against the panel with no serrations visible. Do not over squeeze the fastener into the panel as this will result in the threads being crushed.
When installing Self Clinching fasteners, please pay attention to the minimum hole centerline to edge and parent material hardness limitations.
For special applications or if you are unsure of any aspect about the usage or installation of this fastener, give our sales office a call and we will do our best to offer you a solution or give advice on your application.
|
|
|
Performance Data
|
Thread
|
Material
Code |
Material |
Aluminium |
Steel |
Installation
(kN) |
Pushout
(N) |
Retainer
Torque out |
Installation
(kN) |
Pushout
(N) |
Retainer
Torque out |
M3 |
1 |
6.7 |
956 |
7.3 |
13.3 |
1334 |
9.6 |
2 |
8.9 |
1000 |
9.0 |
13.3 |
1334 |
16.9 |
M4 |
1 |
8.9 |
1112 |
15.8 |
13.3 |
1334 |
16.9 |
2 |
8.9 |
1178 |
16.9 |
13.3 |
1779 |
22.6 |
M5 |
1 |
8.9 |
1334 |
16.9 |
15.6 |
1779 |
16.9 |
2 |
8.9 |
1556 |
19.7 |
15.6 |
2001 |
22.6 |
M6 |
2 |
13.3 |
1779 |
36.7 |
22.2 |
2224 |
36.7 |
The above data is based on average values obtained in a test environment. Variations in hole size, panel material and installation will effect performance. It is recommended that you carry out your own performance tests in the actual application. Contact our sales department who will be happy to supply samples free of charge.
|
|
|
İndir
Katalog - Broşür
|